熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


4、IMD,IML 工藝介紹
1. 1 IMD 工藝介紹

In-Mould-Decoration)模內(nèi)轉(zhuǎn)印是由一般燙印技術(shù)發(fā)展而來。
一般燙印是指在一定的溫度、壓力條件下,把燙印箔上的圖案轉(zhuǎn)印到基材上,比較適合細(xì)微的結(jié)構(gòu)。下面為IMD 轉(zhuǎn)印箔的基本構(gòu)造由載體、離型層、顏色層(0.2um)、熱熔膠四部分組成。
IMD 轉(zhuǎn)印箔
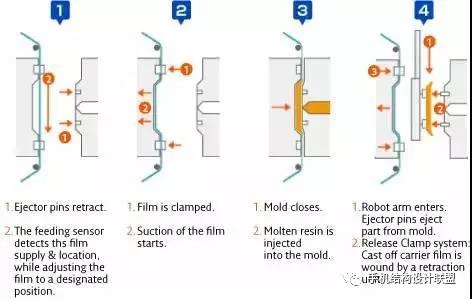
在進(jìn)行IMD 生產(chǎn)時(shí),轉(zhuǎn)印箔定位于動模模腔中,然后注塑,離型層會汽化,使載體和顏色層分離,此時(shí)顏色層通過熱熔膠與注塑件結(jié)合。注意:進(jìn)行IMD 生產(chǎn)時(shí),模具的頂桿是設(shè)計(jì)在定模上,即注塑完成后,塑件留在定模上,由頂桿推出。
IMD 應(yīng)用材料:
硬度(HRC) 耐沖擊性PC 70~75 好,PMMA 90~100 差,HI-PMMA 硬度高。
優(yōu)點(diǎn)及注意事項(xiàng):
1、效果有光面、麻面、金、銀、拉絲、鐳射、全息;
2、油墨與涂料緊密結(jié)合;
3、顏色穩(wěn)定,定位度高;
4、在有限凸凹表面印刷( <3°);
5、正反面印刷;
6、表面紋理和坑紋可同時(shí)上色;
7、表面耐磨,有耐磨涂層;
7、圖案附著力好;
8、注意不同效果的材質(zhì)拉伸。
1. 2 IML 工藝介紹

IML(In-Mould-Lable)與IMD 工藝類似,就是將一個(gè)已經(jīng)有絲印圖案的FILM放在塑膠模具里進(jìn)行注塑,此FILM 一般可分為三層:基材(一般是PET)、INK(油墨)、耐磨材料(多為一種特殊的膠)。當(dāng)注塑完成后,F(xiàn)ILM 和塑膠融為一體,耐磨材料在最外層,其中注塑材料多為PC、PMMA、PBT 等等,有耐磨和耐刮傷的作用,表面硬度可達(dá)到3H。
IML 結(jié)構(gòu)組成及制程工藝:
適合用于注塑成型的覆膜如:特殊PC、PET 等,但不同的材質(zhì)會有不同的效果,不同的供應(yīng)廠商也會有不同的效果,選擇材料要謹(jǐn)慎。
在覆膜上印刷的油墨,油墨選擇根據(jù)所需要的不同顏色,不同效果,不同功用去調(diào)配、去選擇比如說:色別,光亮度等;特別功用比如:鏡面、透明、夜光等效果。單純的油墨是不夠的還要摻入適當(dāng)?shù)奶砑觿瑯影凑招枰煌ǚN類。
完成整個(gè)覆膜印刷的工作就要讓覆膜和注塑模相貼合,中間要把覆膜加工成同注塑模匹配的產(chǎn)品,進(jìn)而注塑成型。用來注塑的塑膠原料比如:PC、PMMA、ABS 等等,不同的塑料特性,同樣根據(jù)需要去選擇。說到注塑模具,用來做IML 的模具,不同于通常塑料模具的制作方式,還要考慮到覆膜的存在,塑膠料的伸縮性及覆膜與不同塑料相配合所會產(chǎn)生的一些問題等等,所以IML 的塑料模具更具技術(shù)內(nèi)涵。
綜上所述,均是對普通IML 產(chǎn)品的簡要敘述,更復(fù)雜一步的產(chǎn)品需要對其表面、外形考慮,有的外形是不規(guī)則的、彎曲的、有大層次的,這時(shí)就要把覆膜和模具都做出不規(guī)則的形狀,這樣就加劇了整個(gè)產(chǎn)品的制作難度,但有些產(chǎn)品需要美觀、實(shí)用,難度增大一些,成本增加一些,也在所不惜。
視窗IMD,IML 應(yīng)用IMD,IML 工藝時(shí),視窗設(shè)計(jì)要考慮的一些參數(shù):
1.視窗必須無銳角邊緣,邊緣應(yīng)有角度
2.窗上允許有升高的臺階,但這部分尺寸有限制,同時(shí)這部分之間的距離盡量的接近,以避免薄膜過度拉張
3.由于薄膜位置要對準(zhǔn),故要小心留意模框開口位置與薄膜圖案透明部分相互配合之公差處理。
4.用于深邊部份或接近澆口部份的薄膜不可有金屬裝飾。
5.如部件邊緣也需要裝飾,那部件邊緣圓角直徑必須等于部件的壁厚。即使部件所需裝飾的薄膜是完全的平直的,亦要將開模線向外邊緣拉張至少0.5 毫米,以防止注塑時(shí)產(chǎn)生皺紋。
6.注塑部件的表面結(jié)構(gòu)(如:凹,凸形狀)可由模內(nèi)轉(zhuǎn)印薄膜或模具表面的構(gòu)形成。如用模具,其所含表面結(jié)構(gòu)的深度最高可達(dá)1.5 毫米,但必須注意,表面凹凸結(jié)構(gòu)絕對不能有尖銳邊緣和尖角。(圓角半徑至少0.3 毫米)
7.決定部件的設(shè)計(jì)形式,所采用的塑料及模內(nèi)轉(zhuǎn)印膜時(shí),必須考慮模內(nèi)轉(zhuǎn)印膜的拉張能力。理論上轉(zhuǎn)印膜的拉張性最高可達(dá)25%。
8.在使用IMD,IML 工藝時(shí),視窗的壁厚應(yīng)有1.2 毫米以上,這樣轉(zhuǎn)印膜才能和注塑基體之間才能達(dá)到最高的粘合性。
9.射料點(diǎn)的份量視注塑見的壁厚而定,但盡可能的用大份量,以便模腔能均勻快速的填充。常用的水口模式如下:熱流道式、熱澆口冷流道式、潛伏式澆口、半月形澆口、點(diǎn)澆口、薄膜式澆口。
視窗設(shè)計(jì)應(yīng)注意的一些要點(diǎn):
1.壁厚:在使用IMD,IML 工藝時(shí)壁厚應(yīng)在1.2mm 以上。因PMMA 的材料耐沖擊強(qiáng)度較低,易斷裂,設(shè)計(jì)壁厚盡量控制在1.0mm 以上,但有時(shí)根據(jù)設(shè)計(jì)需要局部壁厚可做到0.6mm。PC 材料有高沖擊強(qiáng)度,所以壁厚可以根據(jù)需要做得比較薄,局部壁厚可以做到0.4mm 以滿足注塑工藝的要求。
2.卡扣設(shè)計(jì):因亞克力視窗耐沖擊強(qiáng)度較低,所以亞克力視窗應(yīng)盡量采用背膠固定,如果一定需要用卡扣固定時(shí)就要充分考慮卡扣的強(qiáng)度
首先要考慮卡扣的壁厚,在不會產(chǎn)生縮水的情況下壁厚可設(shè)計(jì)在1.0mm 左右。
在空間允許的情況下,可在適當(dāng)?shù)奈恢米鲂┘訌?qiáng)筋補(bǔ)強(qiáng)。
在銜接部位應(yīng)做圓角過度,避免尖角產(chǎn)生應(yīng)力集中。
要給卡扣預(yù)留一定的變形空間,避免和別的部件產(chǎn)生硬碰硬的情況,如果這樣卡扣很容易斷裂。
因亞克力材料的變形較小,設(shè)計(jì)時(shí)應(yīng)注意不要有過大卡入量否則在卡入時(shí),卡扣也容易斷裂。一般卡入量在0.3mm-0.4mmm 比較合適。
3.可視區(qū)域的設(shè)計(jì):視窗的可視范圍主要根據(jù)LCD 的顯示范圍來確定。視窗的可視范圍的尺寸應(yīng)設(shè)計(jì)在LCD 給出的A/A 值和V/A 值之間。
4.間隙控制:采用背膠類的視窗,與面殼的配合間隙單邊可控制在0.1mm 采用卡扣固定的視窗,與面殼的配合間隙單邊控制在0.075mm 以下,留出一定的噴涂厚度即可,如果縫隙太大容易進(jìn)灰塵。另外采用背膠固定的視窗,在高度設(shè)計(jì)時(shí)應(yīng)預(yù)留0.1mm(根據(jù)膠帶厚度確定)的背膠高度,如不考慮在以后的裝配中視窗和面殼可能會出現(xiàn)高低斷差。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
