熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


塑料薄膜凹版印刷是包裝印刷的最主要方式之一,在印刷生產(chǎn)過程中,印刷品套印誤差超標(biāo)即套印不良的問題最為常見。凹版裝潢印刷品最新國家標(biāo)準(zhǔn)GB/T 7707-2008中規(guī)定:對(duì)于雙向拉伸類薄膜,主要部位套印允許誤差≤0.20mm,次要部位套印允許誤差≤0.35mm;對(duì)于非雙向拉伸類薄膜,主要部位套印允許誤差≤0.30mm,次要部位套印允許誤差≤0.60mm。套印不良主要影響印刷品的外觀質(zhì)量,超出國家標(biāo)準(zhǔn)或不能達(dá)到客戶要求就會(huì)被當(dāng)作不良品來處理,因套印不良問題給包裝印刷企業(yè)帶來的損失往往多于其他印刷不良。套印不良原因最為復(fù)雜,涉及到方方面面,幾乎印刷生產(chǎn)流程的每一個(gè)環(huán)節(jié)都有產(chǎn)生套印不準(zhǔn)的因素,現(xiàn)從以下幾方面簡單闡述套印不良成因、預(yù)防措施和處理對(duì)策,希望能為從事薄膜凹印的工作人員提供一些參考。
圖稿分色與制版
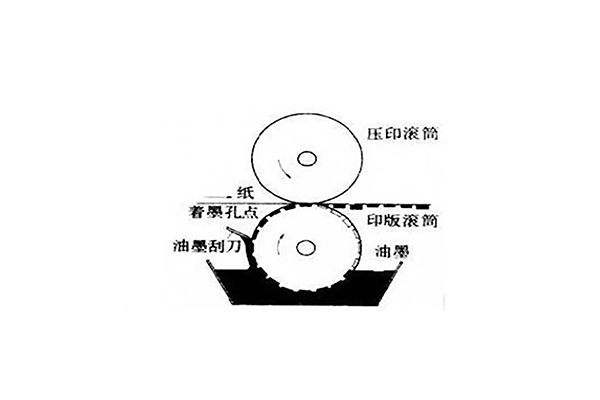
作為包裝的凹版印刷圖案,為體現(xiàn)出絢麗精美的效果,單色設(shè)計(jì)的很少,通常要多種色彩疊加,為了把設(shè)計(jì)稿上的圖案完好地轉(zhuǎn)移到包裝材料上,在制版前就必須對(duì)設(shè)計(jì)稿進(jìn)行分色,除了黑、白、藍(lán)、紅、黃幾種最基本的顏色,還會(huì)根據(jù)需要分出一個(gè)或若干個(gè)專色。分色完成后,就要把單色的圖案雕刻到單支印版上,實(shí)際上一個(gè)精美的凹印圖案就是多個(gè)顏色重合疊加出來的,套印指的就是各色圖文轉(zhuǎn)印到承印物規(guī)定的幾何位置上,各個(gè)圖文的分色輪廓套印精度符合國家標(biāo)準(zhǔn)或客戶的要求。既然要多個(gè)顏色疊加在一起,并且顏色疊加的幾何位置要完全和設(shè)計(jì)圖案一致,在印刷過程中一旦因?yàn)槟撤N原因,造成顏色疊加的幾何位置出現(xiàn)了偏差,這時(shí)就產(chǎn)生了所謂的套印異常,這是凹印原理的一部份,也是套印不良產(chǎn)生的最根本原因。為達(dá)到套印準(zhǔn)確,制版時(shí)通常要重點(diǎn)注意以下幾點(diǎn):1.考慮實(shí)際生產(chǎn)中套印準(zhǔn)確的難度,根據(jù)每個(gè)顏色轉(zhuǎn)印到承印材料上的先后順序,對(duì)個(gè)別顏色的特定位置做擴(kuò)縮的技術(shù)處理,即使某種顏色疊加的位置出現(xiàn)了偏差,相鄰的顏色輪廓區(qū)域加大了,就可以掩蓋這種缺陷,印刷完成后表現(xiàn)出來的效果還是"套位準(zhǔn)確"的。2.為了保證印刷效果,避免出現(xiàn)套印不良,細(xì)的線條和文字均不能采用多色套印設(shè)計(jì),要用單色或?qū)I灰咨膱D案上不可有小的透白字體;不能在套色圖案上留空以形成文字,如果套色圖案上露空形成文字,對(duì)套印的精度要求極高,稍有偏差印刷出來的文字就會(huì)模糊不清,但在專色或單色上可以有透白字體和露空字體。3.對(duì)人物圖像、主體圖像等要求套印精度非常高的設(shè)計(jì),黑、藍(lán)、紅、黃版中間盡量不隔其它顏色版,即使需要專色,一般要放在藍(lán)色之前和黃色之后,為套印準(zhǔn)確,藍(lán)、紅、黃三版之間不插入其他顏色的版。4.控制版輥的質(zhì)量避免質(zhì)量缺陷,比如版輥不圓,在機(jī)器上轉(zhuǎn)動(dòng)時(shí)軸芯線不是直線,就會(huì)影響套印準(zhǔn)確性。5.印刷色序確定后,版徑遞增要合適,從前往后每條版直徑遞增一般為0.02~0.03mm,版徑遞增的作用是補(bǔ)償薄膜前進(jìn)過程中因阻力和壓力造成的機(jī)械同步速度損失,盡管現(xiàn)在印刷機(jī)每個(gè)印色單元可以用伺服電機(jī)來控制,但在套印的實(shí)踐中還是版輥直徑遞增的方法較為可靠。6.套印光標(biāo)的顏色要深,要能被光電眼識(shí)別到。生產(chǎn)過程中薄膜上的光標(biāo)是運(yùn)動(dòng)的,套印裝置的光電眼就是靠抓光標(biāo)的運(yùn)動(dòng)趨勢(shì)來自動(dòng)調(diào)節(jié)套印,如果光標(biāo)顏色太淺,光電眼不能捕捉其運(yùn)動(dòng)趨勢(shì),套印裝置就失去了作用。不管設(shè)計(jì)的單個(gè)顏色是深是淺,套印光標(biāo)最好做100%的網(wǎng)點(diǎn)。在實(shí)際生產(chǎn)中因設(shè)計(jì)的專色太淺或單色沖淡太多而抓不到光標(biāo)的情況也有發(fā)生。
一、機(jī)器因素
涉及到機(jī)器方面的部分可分為機(jī)器套印套準(zhǔn)裝置、張力系統(tǒng)、烘箱、壓輥、導(dǎo)輥、冷水輥等。1.套印套準(zhǔn)裝置引起套印不準(zhǔn),一般為套印精度達(dá)不到0.2mm最低要求,也就是此裝置的自動(dòng)調(diào)節(jié)套準(zhǔn)的誤差太大,如果超出了0.2mm的套印誤差,它還沒有馬上去調(diào)準(zhǔn)。對(duì)于套印精度達(dá)不到要求的套印裝置,要做到套印準(zhǔn)確,著實(shí)讓操作人員無能為力,所以機(jī)器本身套印裝置的套印精度達(dá)標(biāo)是印刷出套印準(zhǔn)確產(chǎn)品的重要條件,另外還有光纖故障、光電眼不靈敏、電眼找不準(zhǔn)印在薄膜上的光標(biāo),套印裝置故障引起自動(dòng)套印功能失靈等,通常表現(xiàn)為單個(gè)或多個(gè)顏色的縱向套印不準(zhǔn)。2.張力系統(tǒng)是印刷機(jī)的核心部分,它的穩(wěn)定與否與套印問題有直接關(guān)系。凹印機(jī)張力分為放卷張力、入料牽引張力、出料牽引張力和收卷張力四個(gè)部分,印刷區(qū)域即色座間的張力靠橡膠壓輥來分開,印刷區(qū)域的張力要保持恒定,同時(shí)放卷張力也要保持恒定,最后一個(gè)印色的套印要保證不受收卷張力的遞減而影響,張力系統(tǒng)還要有因承印材料本身異常影響張力的調(diào)節(jié)能力,以保證張力穩(wěn)定。如果機(jī)器張力系統(tǒng)異常,即使預(yù)防措施非常全面,也難保證連續(xù)套印準(zhǔn)確,因?qū)嶋H生產(chǎn)過程中影響張力穩(wěn)定的因素也很多,一旦影響的程度超出了張力的自動(dòng)調(diào)節(jié)范圍,帶來張力異常,直接就會(huì)產(chǎn)生套印不良的現(xiàn)象,因此是張力系統(tǒng)本身有問題還是有外界因素對(duì)張力系統(tǒng)影響要分開考慮。3.烘箱溫度影響,烘箱內(nèi)干燥溫度會(huì)帶來承印薄膜的形變,是套不準(zhǔn)的原因之一。根據(jù)經(jīng)驗(yàn)烘箱溫度設(shè)定越高,套印越不穩(wěn)定,如果烘箱溫度設(shè)置適當(dāng)時(shí),張力適當(dāng)減小會(huì)增加套印穩(wěn)定性。4.壓輥問題,壓輥是影響套印準(zhǔn)確性的最主要部件之一,壓輥的硬度不合適,各條壓輥的硬度不一致;因壓力帶來不協(xié)調(diào)影響對(duì)機(jī)械同步遞減速度損失的均勻補(bǔ)償;因氣缸或安裝壓輥的原因造成的同一壓輥各部位的壓力不恒定、不均勻等;壓輥的橡膠層老化,影響壓力,壓輥問題多會(huì)帶來一邊能套準(zhǔn),一邊套不準(zhǔn),或者整個(gè)印刷圖案的局部套印不準(zhǔn),因此在實(shí)際操作中可以通過更換壓輥來解決套印不準(zhǔn)的問題。5.導(dǎo)輥的影響,由于導(dǎo)輥軸承原因造成轉(zhuǎn)動(dòng)阻力不均或運(yùn)轉(zhuǎn)抖動(dòng),這樣的情況會(huì)影響薄膜的張力均衡,從而影響套印精度。6.冷水輥問題,薄膜通過的機(jī)器各組冷水輥表面溫度一般要在25--30℃,如果超過45℃會(huì)對(duì)套印有直接影響。針對(duì)以上機(jī)器的原因,在日常的操作中要重視操作前的點(diǎn)檢,對(duì)機(jī)器有問題的部位做針對(duì)性的處理,同時(shí)對(duì)這些容易出故障的部位做好保養(yǎng)計(jì)劃,并要嚴(yán)格實(shí)施,以保證機(jī)器的狀態(tài)良好。
二、薄膜材料
薄膜材料是印刷圖案轉(zhuǎn)移的載體,薄膜本身和薄膜在機(jī)器上的走料狀態(tài)均是影響套印準(zhǔn)確的因素,薄膜本身不平整,內(nèi)部張力不均勻或薄膜有受潮老化等,均會(huì)影響套印準(zhǔn)確。不同的薄膜材料也有不同的特點(diǎn),如PET 、OPP、NY三種材料的印刷適應(yīng)性是完全不同的,在機(jī)器上,薄膜通過每個(gè)印刷單元時(shí)速度要保持連續(xù)穩(wěn)定,但薄膜在機(jī)器上受力和受熱后變形狀況是不同的,即使同一薄膜,不同厚度和寬度的變形也不同,這些隱形的變化很難用一個(gè)標(biāo)準(zhǔn)公式來表示,材料變形沒有穩(wěn)定的補(bǔ)償因素,在機(jī)器上運(yùn)行就會(huì)出現(xiàn)不均衡,為套印穩(wěn)定帶來隱患。針對(duì)材料的問題,在日常的操作中要注意以下幾點(diǎn):1.材料一定要選印刷級(jí)別的,印刷級(jí)別薄膜一般厚度均勻,收卷松緊度適中,印刷適應(yīng)性好,可提高套印準(zhǔn)確性。2.對(duì)于有荷葉邊的原材料薄膜不可以直接使用,要么重新收卷,要么分切成窄的材料來用,要消除荷葉邊的情況。但是如果原材料盡量不要在張力不穩(wěn)定的分切機(jī)上分切或收卷,這樣會(huì)改變?cè)牧系膹埩庑裕瑫?huì)直接影響印刷時(shí)的套印穩(wěn)定。3.壓輥的寬度和薄膜的寬度要匹配,每個(gè)色座的壓輥有效寬度和硬度要盡量一致,以獲得穩(wěn)定的套印效果。4.印刷NY基材,車間濕度超過75%對(duì)套印影響很大,如果不能對(duì)印刷車間進(jìn)行除濕處理,就不要在高濕度的環(huán)境中印刷NY基材。另外由于NY及易吸潮變形,即使?jié)M足印刷條件,材料也不可以提前拆包。5.做過涂層處理的薄膜,要選擇合適的壓輥,處理后的薄膜較原基材滑或澀,壓輥選擇不合適,也會(huì)影響套印,另外張力參數(shù)也要做針對(duì)性調(diào)整。6.因影響套印不良的因素很多,一卷材料在某臺(tái)印刷機(jī)上有找不出原因的套印不良,可以考慮轉(zhuǎn)換其他印刷圖案的訂單,也可以換作另外一臺(tái)機(jī)使用,有時(shí)也可以避免這卷材料因套印不良而不能使用的情況,同樣即使一卷材料總是出現(xiàn)套印不良,但又找不出原因,也沒有直觀的材料異常現(xiàn)象,但換一卷同樣規(guī)格的材料,有時(shí)也可以解決套印不良的問題,有經(jīng)驗(yàn)的機(jī)長通常會(huì)做這樣的調(diào)整以應(yīng)對(duì)無法判斷的套印異常。7.材料的寬度占印刷機(jī)有效使用寬度的比例不能太大或太小,一般利用機(jī)器有效寬度的45%~90%,套印效果較理想。8.因原材料卷底靠紙芯,可能有皺痕或收卷不良,會(huì)帶來套印不良,這時(shí)卷底材料就不能繼續(xù)使用了,要即時(shí)切料換卷。
三、生產(chǎn)工藝
從生產(chǎn)工藝方面考慮,要重視以下幾點(diǎn):1.首先要根據(jù)國標(biāo)或客戶的標(biāo)準(zhǔn)要求,對(duì)自動(dòng)套準(zhǔn)裝置的套印精度作校正,如最低要求是0.2mm以內(nèi)的套印誤差,就必須要使套印精度校準(zhǔn)在0.2mm以內(nèi),超出此范圍就要報(bào)警,以待機(jī)長調(diào)整,如果客戶要求更高,就要把精度再提高,印出來超標(biāo)部分的產(chǎn)品要人工去除。2.根據(jù)不同材料設(shè)定合適的機(jī)器工藝參數(shù),張力設(shè)定和烘箱溫度設(shè)定要在薄膜的拉伸形變限度內(nèi),不然套印就會(huì)失控。3.控制好油墨黏度,保持穩(wěn)定的烘箱溫度,保持合適、穩(wěn)定的印刷速度。4.考慮對(duì)套印的影響,橡膠壓輥的壓力要做合適的設(shè)定,若印版或承印材料的缺陷,壓輥壓力過大,會(huì)導(dǎo)致套印波動(dòng)很大,是較大的隱患。有的時(shí)候壓輥壓力還要在機(jī)器運(yùn)轉(zhuǎn)中加以調(diào)整,以保證不出現(xiàn)其他印刷不良。但最終要根據(jù)印刷的圖案和配套壓輥的狀況設(shè)定合理的壓輥壓力。
四、操作方面
在印刷機(jī)操作過程中,為盡最大可能減少套印不良,就要多個(gè)方面入手,對(duì)其進(jìn)行預(yù)防,以下是操作過程中要注意的問題:1.首先是做好印刷前的準(zhǔn)備工作,主要包括清潔、機(jī)器點(diǎn)檢、裝版、裝刮墨刀、上油墨、通水通電、機(jī)器加工參數(shù)設(shè)置等,為保證套印準(zhǔn)確,準(zhǔn)備工作中要注意以下幾點(diǎn):(1)對(duì)機(jī)器所有的傳動(dòng)部位進(jìn)行清潔,保證導(dǎo)輥上沒有多余的碎膜、透明膠布、干的殘墨層或牛皮紙附著,清潔工作要做徹底。(2)對(duì)影響套印或其他印刷問題的部位進(jìn)行點(diǎn)檢,保證運(yùn)轉(zhuǎn)狀態(tài)良好,如烘箱溫度正常,各種壓力表能正常調(diào)整、導(dǎo)輥運(yùn)轉(zhuǎn)順利、潤滑良好等。(3)裝版時(shí)要注意檢查版軸是否符合尺寸要求,注意檢查印版平衡性。鍵槽與堵頭是否匹配,運(yùn)轉(zhuǎn)時(shí)版輥是否會(huì)跳動(dòng),如果版運(yùn)轉(zhuǎn)中跳動(dòng),就會(huì)帶來薄膜在牽引前進(jìn)中受力不均衡而影響套印精度。(4)刮墨刀裝平直,要受力均勻,根據(jù)印版、油墨的情況,選好刮墨刀,并用細(xì)砂紙對(duì)刮刀進(jìn)行有效打磨,盡量避免機(jī)器運(yùn)轉(zhuǎn)中調(diào)整刮刀壓力和角度。(5)設(shè)置準(zhǔn)確、合適的加工工藝參數(shù)。2.生產(chǎn)過程中要控制好油墨黏度,使用黏度自動(dòng)調(diào)節(jié)控制裝置,并且每個(gè)顏色要30分鐘人工測一次,減少印刷問題的出現(xiàn),減少停機(jī)次數(shù),將套印波動(dòng)降到最低。3.出現(xiàn)套印異常后,操作者特別是機(jī)長要能準(zhǔn)確做出判斷,能采取有效措施解決問題。對(duì)套印波動(dòng)解決的快慢和熟練程度最能反映出一個(gè)機(jī)長的質(zhì)量意識(shí)和技術(shù)水平。4.機(jī)器運(yùn)轉(zhuǎn)過程中,調(diào)整壓輥壓力或刮刀壓力均會(huì)影響套印穩(wěn)定性,一般情況下均不做調(diào)整,如果有其它印刷不良產(chǎn)生,在不得不調(diào)整的情況下,如果帶來了套印不良,一定要做好標(biāo)示,以便后工序去除。5.印刷過程中出現(xiàn)一個(gè)顏色套印不準(zhǔn),不管是整體還是局部,可以通過調(diào)整壓輥的平衡,微調(diào)壓輥的前后位來處理,也可以考慮更換這個(gè)顏色的橡膠壓輥,并適當(dāng)調(diào)整壓力。6.在印刷時(shí),如果個(gè)別顏色橫向套印出現(xiàn)整體偏差,只要手動(dòng)直接調(diào)節(jié)這條版的左右位,讓這條版和前后版端部對(duì)齊,就可立刻解決套印異常,橫向套印不準(zhǔn)一般要通過在線觀察發(fā)現(xiàn),且套準(zhǔn)裝置不能調(diào)節(jié),需要操作者多留心觀察。7.要有對(duì)橡膠壓輥的運(yùn)轉(zhuǎn)米數(shù)和存放時(shí)間的管理,因橡膠壓輥有老化現(xiàn)象,使用壽命有限,使用頻率高和存放時(shí)間長,會(huì)影響到壓輥的平整性和硬度,變形了的壓輥一定會(huì)影響到套印精度,要根據(jù)經(jīng)驗(yàn)數(shù)據(jù)制定橡膠壓輥的運(yùn)轉(zhuǎn)米數(shù),或存放時(shí)間標(biāo)準(zhǔn)。比如一條壓輥的承印數(shù)是200萬米,因此印刷米數(shù)達(dá)到200萬米后,就要對(duì)其進(jìn)行打磨返修了,或者不經(jīng)常用的壓輥存放時(shí)間規(guī)定為5年,5年以后就要返修處理,而不是等到使用時(shí)頻繁出現(xiàn)套印異常時(shí)再處理。8.機(jī)長要做到按操作規(guī)程進(jìn)行規(guī)范化、標(biāo)準(zhǔn)化作業(yè),要利用好解決套印不良問題形成技術(shù)文件上的數(shù)據(jù),以解決套印不穩(wěn)定的問題。
五、車間環(huán)境
車間環(huán)境對(duì)套印不良的影響相對(duì)較小,最重要的是車間溫濕度,如果車間太干燥,塑料薄膜在機(jī)器上傳動(dòng)的過程中會(huì)與機(jī)器部件摩擦,或是自身放卷時(shí)容易產(chǎn)生靜電。由于靜電的影響,會(huì)影響走料的平穩(wěn)性,同時(shí)機(jī)器張力均衡也會(huì)受到影響,套印精度就難以保證。解決的方法是適當(dāng)?shù)奶岣哕囬g的相對(duì)濕度,一般25℃時(shí)濕度應(yīng)保持在55%~65%,盡量保證車間的溫濕度恒定也是防止靜電大量產(chǎn)生的一個(gè)有效手段,所以印刷車間的溫度最好在18~28℃之間,有條件的話可把濕度控制在55%-65%,另外要保證靜電消除裝置完好。車間的潔凈情況雖然不直接影響套印,但會(huì)影響到其他印刷問題,如刀線、起贓、壓印等,任何印刷異常的處理,都有可能要停機(jī),停機(jī)再開機(jī),就會(huì)增加套印不良的數(shù)量,所以好的車間環(huán)境條件是印刷高質(zhì)量產(chǎn)品的保證,還有最直接的影響是印刷質(zhì)量問題少,停機(jī)處理問題的次數(shù)就會(huì)減少,套印不良的數(shù)量就會(huì)對(duì)應(yīng)減少。
六、后續(xù)處理
既然目前在凹版印刷工序還不能杜絕套印不良的問題,特別是停開機(jī)過程中必然會(huì)產(chǎn)生套印不良品,那么為了交付客戶沒有此異常的成品,就需要印刷和后工序一起努力,把有問題的印刷膜或成品包材用人工的方法去除,避免不良品流到客戶方。1.機(jī)器啟動(dòng)到機(jī)速達(dá)到設(shè)定值再到套準(zhǔn)達(dá)到自動(dòng)狀態(tài)的過程;或者換卷接料,張力切換時(shí),另外有材料接頭干擾了光電眼對(duì)套印色標(biāo)的捕捉情況;訂單完成機(jī)器減速到薄膜靜止?fàn)顟B(tài)的過程等,這些過程中都會(huì)產(chǎn)生套印不準(zhǔn)的印刷品,在這些情況下產(chǎn)生的套印不良品,一般要由印刷本工序去除或準(zhǔn)確標(biāo)示,不必流向下道工序或者能讓品檢工序容易把不良品去除。2.在印刷機(jī)運(yùn)轉(zhuǎn)過程中,套印誤差超出了套印裝置設(shè)定的范圍,機(jī)器就會(huì)發(fā)出報(bào)警聲,通過頻閃燈或在線品檢系統(tǒng)的靜止畫面也可觀察出套印不良的情況,如果出現(xiàn)了異常,機(jī)長在重新套準(zhǔn)的過程中已發(fā)生不良品,待完全解決,已經(jīng)產(chǎn)生了一定數(shù)量的不良品,如果是沒有停機(jī)的情況下解決了問題,那就要在印刷品中用標(biāo)示紙標(biāo)示出有問題的部位,以便檢品工序?qū)?biāo)示位置的不良品去除,如果出現(xiàn)連續(xù)套印不良要停機(jī)解決,那么印刷工序就要把不良品全部去除,不流入下工序。3.對(duì)于出現(xiàn)頻率較高但數(shù)量少的間隔性套印不準(zhǔn),印刷和品檢工序均較難處理,甚至在印刷工序放不良部位標(biāo)示都來不及,那么就要整卷做好標(biāo)示,單獨(dú)復(fù)合,單獨(dú)制袋,然后在制袋工序參照驗(yàn)收標(biāo)準(zhǔn),通過人工全檢把不良品挑選出來,以保證交付客戶的產(chǎn)品完全合格。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
