熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


在OCA光學膠加工方式探討中,很多人認為重點在方法,其實不然,OCA光學膠加工重點在于生產細節(jié)管控。
一、OCA材料的特性和作用
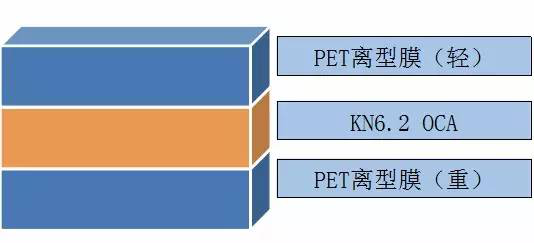
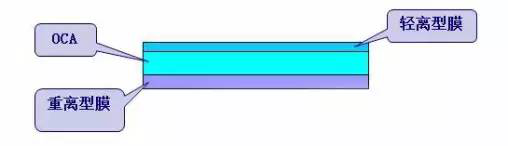
OCA光學膠是光學壓克力膠做成無基材,然后在上下底層,再各貼合一層離型薄膜,是一種無基材高透雙面貼合膠帶,內聚力一般,流動性非常大,擠壓后非常容易變形。目前它是觸控屏最佳膠粘劑,主要用于觸摸屏上的材料粘合,起到電容觸碰感應效果,要求潔凈度非常高。
二、了解客戶的使用方式
模切OCA一般有四種結構:
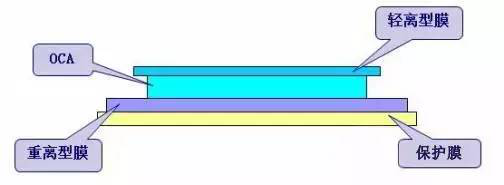
1. 保護膜+重離型+ O C A膠+輕離型, 此工藝需要換膜, 加工難度比較大,成本高,一般是大企業(yè)所需產品。
2. 重離型+ O C A膠+加輕離型, 此工藝同樣需要換膜, 只是少層保護膜,是目前常用的方式。
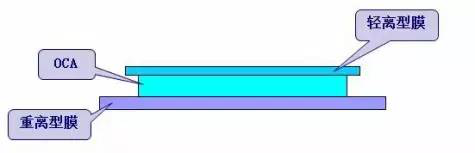
3. 重離型+ OC A膠+加輕離型, 不需要換膜, 是一般雜牌機所用最多方式,此方式加工簡單,容易管控,不良率少,價格就便宜很多。
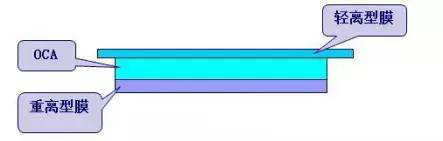
4. 重離型+OCA+輕離型三層全部一樣大小,同上面3是一樣的也不需要換膜,雜牌機所用到的方式,此方式加工簡單,容易管控,不良率少,價格便宜。唯一不好的是邊緣會有擠壓痕跡,不過雜牌對這些管控都松很多,一般輕微都可以采納。
5.手機在組裝時,一般會蓋住OCA 0.5mm的邊,也就是說邊緣如有輕微的壓痕,只要管控在0.5mm內,大部分客戶是可以使用的。
三、材料管控
1. 主材OCA來料時候需檢測有無白點、臟污、凹凸、接頭、氣泡、針孔等不良, 在分條OCA光學膠時需要用6英寸卷芯收卷, 防止收卷時里面皺褶。注意分條時的潔凈度、刮花等不良問題,另注意儲存溫度的控制。
2. 輔材離型膜,一定要表面光滑度非常高(有彩紋等問題的離型膜不行),高透性要好,裁斷面和產品表面要干凈無毛絲、灰塵、刮花痕跡。
四、設備
現(xiàn)在OCA加工由于刀模性質特點,多數(shù)用到平刀。圓刀加工主要用于換膜、OCA切裸膠等工藝。機器要求接地去除靜電。
1. 平刀生產設備不允許有鐵銹等影響潔凈度和環(huán)境的問題出現(xiàn),最好是用組合線,從頭到尾一次性模切加工解決所有問題,如果收卷后再次加工,不良率將不可估量。
2. 圓刀設備的要求主要是穩(wěn)定性要高,模具表面光滑鋒利,設備同樣要求無鐵銹等問題。

五、環(huán)境問題
1. 換膜加工一般要求千級以上的無塵室,要求人員不能在生產機器邊緣隨便走動,生產車間人員越少越好,因為走動會造成靜電或帶起灰塵。
2. 溫度要求控制在20-24度,因為這個溫度是OCA流動性相對來說比較穩(wěn)定和人員比較舒適的溫度。
3. 濕度要求管控到80%正負10%,在這個范圍靜電會比較小。
4. 要清潔無塵室墻壁等地方,保證加工環(huán)境中沒有塵埃粒子,也不能存放紙質材料或其他容易產生灰塵的材料。
六、模具/工藝
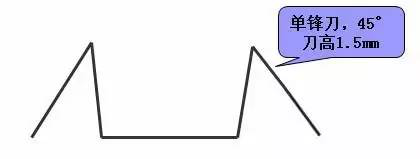
1. 平刀模一般是木板或鋁板鏡面刀,把內角垂直處理(處理方式:在刀片朝內面預留刀鋒0.1mm到0.15mm,高度拋光處理掉角度,垂直于固定板面) , 或內角1 0 - 1 5度的模具, 對于直角產品一般開跳刀模具, 可以保證角度不會有擠壓痕跡。刀片一般采用日本進口的鏡面刀。有傳聞說平刀用腐蝕模或雕刻模生產OCA,但從實際使用來看,沒有鏡面刀好。平刀 OCA生產工藝大致如下:
2. 圓刀模具角度開內直外斜,模具必須拋光處理或其他能使模具表面光滑鋒利的處理方式處理,但圓刀模具的鋒利度到現(xiàn)在為止還是比不過鏡面刀的鋒利度,所以圓刀工藝一般都是切裸膠。圓刀的優(yōu)勢是多工序一次成型,潔凈度管控起來比平刀工藝簡單很多,包括氣泡等問題也能起到非常大的改善,整體不良率控制會比平刀好。
七、常見問題
漏光、折痕、壓痕、溢膠、白點、異物、針孔、凹陷、氣泡、膠皺、劃傷。
1.漏光(產品出貨到客戶貼合時產生的問題)
解決辦法:
(1)客戶本身設計尺寸為下限加上生產尺寸偏下限,導致模具尺寸設計偏小,應提前和客戶溝通,了解客戶產品實際尺寸。
(2)公司內部和客戶測量尺寸有偏差,可拿10個產品到客戶那邊去測量尺寸,再拿回公司測量尺寸,對比兩邊尺寸相差多少,做成統(tǒng)一的尺寸標準。
(3) 控制加工環(huán)境,儲存環(huán)境和運輸環(huán)境溫度,可控制縮膠等問題。
2.折痕、壓痕、膠皺、劃傷等問題
解決辦法:
(1) 卷芯過小導致靠近卷芯部件出現(xiàn)皺褶等不良,改用6英寸大卷芯。
(2)若原材放在卡板上,原材料的自重使材料產生壓痕,使用治具,使材料懸空放置。
(3)刀模不夠鋒利或是泡棉不合適導致壓痕,刀采用優(yōu)質鏡面刀(日本進口)木刀模。木板要求厚度為2 1 - 2 2mm,比一般的厚2mm。泡棉采用低密度高彈力的墊刀泡棉。一般采用密度45度、彈力70%。
(4)原材料分切時對材料表面產生劃傷壓痕等問題,原材料在分切時,需加輕離型膜進行有效保護,避免造成表面?zhèn)?/strong>。另外,在分切時,注意材料張力,盡量減少膠打皺現(xiàn)象。
(5) 模切時產生的問題,減少復合的壓力,模切走料避免和金屬或其他固定不轉動物品直接接觸,增加保護裝置。
3.溢膠
解決辦法:
(1)刀模不夠鋒利或是泡棉不合適導致壓痕,刀采用優(yōu)質鏡面刀(日本進口)木刀模。木板要求厚度為2 1 - 2 2mm,比一般的厚2mm。泡棉采用低密度高彈力的墊刀泡棉。一般采用密度45度、彈力70%。
(2) 膠粘模具,給刀內和泡棉側面打脫模劑,預防模具粘膠。
(3) 排廢造成溢膠,更改排廢角度,加快模切速度,減少停頓時間。
(4)手工包裝造成擠壓不良,加強手法的熟練程度和糾正錯誤的手法。
4.白點、異物
解決辦法:
(1)模切中材料在運轉中產生靜電,會吸附空氣中的灰塵異物,在膠裸露位置加離子風機,離子分機后面有過濾器;另外同時在膠裸露位置加無塵擋板隔離保護。
(2)環(huán)境因素影響,減少作業(yè)人員在機器前的走動頻率;無塵室增加或更換FFU(高效過濾器)。
5.針孔、凹陷
解決辦法:
(1)加工中灰塵異物造成,在膠裸露位置加離子風機,離子分機后面有過濾器;同時在膠裸露位置加無塵擋板隔離保護。
(2)合膠輪上吸附有灰塵異物,在貼合換膜用輕離型膜時造成輕離型膜有凹陷,同時影響到產品膠體,加離子風機;增加貼合滾輪的清潔頻率。
(3) 拿取產品, 力度過大造成產品壓痕, 包裝時, 注意拿取產品的力度,小心輕放。
6.氣泡
解決辦法:
(1) 包裝時剝離托底低粘膜造成氣泡,加強剝離低粘膜手法的準確度和熟練程度。
(2)原材料有氣泡不良,向供應商反饋,要求改善。
(3)模切產生氣泡,墊刀泡棉采用低密度高彈力的墊刀泡棉,一般采用密度45度、彈力70%。
(4)已經模切發(fā)現(xiàn)氣泡,用高壓脫泡機進行脫泡。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
