熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


隨著技術(shù)的進(jìn)步,手機(jī)材料應(yīng)用也越來越廣泛,從2017年開始,玻璃材料得到了廣泛的應(yīng)用,手機(jī)屏等相關(guān)產(chǎn)品展示了玻璃加工的技術(shù)含量,而柔性AMOLED、5G時代來臨,3D曲面造型及玻璃材質(zhì)將成為手機(jī)的標(biāo)準(zhǔn)配置。

玻璃一般分為2D,2.5D及3D玻璃,2D和2.5D玻璃防護(hù)屏產(chǎn)品的生產(chǎn)方法是將玻璃基板進(jìn)行切割,通過精雕、光孔、拋光、強(qiáng)化、絲印、鍍膜等加工后,制成各種規(guī)格型號的產(chǎn)品。3D曲面玻璃的生產(chǎn)流程與2D和2.5D產(chǎn)品基本相同,最大區(qū)別在于新增熱彎成型設(shè)備。

手機(jī)3D玻璃蓋板生產(chǎn)加工工藝的流程主要包括:工程→開料開孔→精雕→研磨→清洗→熱彎→拋光→檢測→鋼化→開模→UV轉(zhuǎn)印→鍍膜(PVD)→ 印刷(絲印/噴涂)→鐳雕→檢包→貼合→ 包裝等,工藝流程長,品質(zhì)要求高,而良率低。其難度主要體現(xiàn)在3D曲面成型、曲面拋光、曲面印刷、曲面貼合四大工藝上。
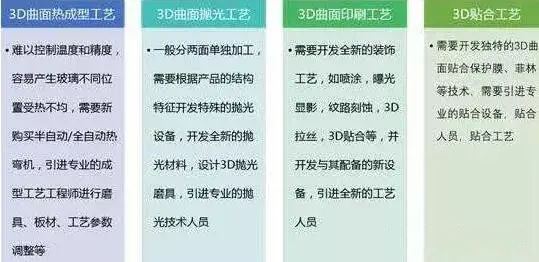
3D玻璃熱彎工藝起源于韓國,隨著近年來玻璃加工企業(yè)的迅猛發(fā)展,相關(guān)工藝得以傳承并發(fā)揚(yáng)光大。但3D玻璃加工仍有不好難題難解決,限制了加工的良率目前玻璃熱彎工藝存在四大難點(diǎn)暨熱彎機(jī),研磨及拋光,3D曲面印刷,3D貼合。
1、3D熱彎模具的選用
3D玻璃熱彎成型時將玻璃加熱到特定溫度軟化,采用特定形狀的,模具復(fù)制得到所需3D形態(tài)玻璃的成型工藝。熱彎工藝是3D玻璃制程中最核心的工藝之一,也是難點(diǎn)之一。
熱彎玻璃所使用的成型模具在熱彎玻璃成型過程中起著至關(guān)重要的作用,熱彎模具的種類主要分為三種:實(shí)心模、條框模、空心模。在實(shí)際生產(chǎn)過程中,可以根據(jù)不同的產(chǎn)品類型,選擇不同的熱彎模具。
實(shí)心模,顧名思義模具中間為實(shí)心,用鐵板制作成。此種模具的特點(diǎn)是容易保證玻璃的彎曲度和球面的一致,玻璃不會彎曲過頭,對操作人員要求不高;缺點(diǎn)是模具的制作成本高,制作周期長,在熱彎燒制過程中,模具吸熱多造成升溫慢,在燒制過程中容易造成玻璃表面出現(xiàn)麻點(diǎn)。
空心模采用角鋼和扁鋼制作。這種模具的制作相對簡單,用材少,在熱彎燒制過程中模具吸熱少,在燒制過程中玻璃的中間采用彈簧進(jìn)行支撐,制品表面不會出現(xiàn)麻點(diǎn)。采用此種模具對熱彎的操作技術(shù)要求較高,由于玻璃熱彎過程中有熱滯后現(xiàn)象,制品很容易彎過頭。
條框模是介于實(shí)心模和空心模之間的一種模具,它的制作相對于實(shí)心模來說較為簡單,對熱彎操作要求也較低。
2、熱彎工藝的應(yīng)用
目前,玻璃加工廠家大多數(shù)采用的是電加熱式熱彎爐,這種熱彎爐溫度控制方便,易操作,不污染玻璃,產(chǎn)品的質(zhì)量和產(chǎn)品的一致性較高,且多數(shù)已采用計(jì)算機(jī)集成控制,通過計(jì)算機(jī)對各種參數(shù)設(shè)置,實(shí)現(xiàn)了對熱彎工藝的程序化控制。
熱彎操作過程可以簡單概括為將搭配好大小片、且兩片大小片間均勻撒上硅粉的玻璃放在凹模上面,然后對其進(jìn)行加熱,當(dāng)達(dá)到軟化點(diǎn)溫度時,玻璃在自身重力或外部壓力的作用下達(dá)到與凹模曲率一致后,停止加熱,緩慢進(jìn)行退火直至室溫,完成熱彎過程。
玻璃熱彎工藝過程中主要控制以下幾個方面:
(1)玻璃預(yù)熱時,應(yīng)采用連續(xù)加熱或緩慢加熱的方式,使?fàn)t內(nèi)溫度各處一致;
(2)要求兩片重疊的玻璃彎曲的曲率半徑相一致,否則會使夾層玻璃產(chǎn)生光學(xué)畸變;
(3)玻璃必須達(dá)到熱彎成型時所需的溫度;
(4)模具放置在承載小車上時,必須保證模具放置的水平;
(5)爐內(nèi)溫度達(dá)到玻璃成型所需的溫度640~710℃時,玻璃將在自身重力的作用之下開始變形,為了防止玻璃在接近軟化溫度時突然沉降,避免玻璃表面產(chǎn)生熱彎波紋,操作人員必須時刻觀察爐內(nèi)玻璃的成形情況,控制加熱燈管的開關(guān)數(shù)量、區(qū)域和時間;
(6)玻璃退火應(yīng)采用緩慢冷卻的方式,爐溫必須降到100℃以下時再取出玻璃,玻璃在熱彎成型時,原有應(yīng)力已消除,為防止在降溫過程中由于溫度梯度而產(chǎn)生新的應(yīng)力,應(yīng)嚴(yán)格控制在退火溫度范圍的冷卻速率,特別是在溫度較高階段,退火曲線應(yīng)該均勻變化,且出爐落架的玻璃不能放在車間風(fēng)口或風(fēng)扇直吹處。
3、研磨拋光及拋光
研磨拋光決定著3D玻璃產(chǎn)品的最終質(zhì)量,研磨拋光是將玻璃磨至要求的厚度,拋光則是使玻璃表面變得光滑,常用豬毛、尼龍、百潔布等材質(zhì)毛刷做拋光耗材。
4、3D曲面印刷
3D曲面印刷是先將油墨放入雕刻有文字或圖案凹版內(nèi),隨后將文字或圖案復(fù)印到曲面上,再利用曲面將文字或圖案轉(zhuǎn)印至成型品表面,最后通過熱處理或紫外線光照射等方法使油墨固化。
5、3D貼合
在手機(jī)平面的制造過程中,蓋板選定之后就是貼合,即把蓋板和下面面的觸控、顯示層整合在一起形成一個完整的膜組。3D貼合工藝,大體分為兩種,一種是膜與蓋板的貼合,也就是裝飾方面的貼合工藝;一種是屏與玻璃蓋板的貼合,屬于功能性貼合。
除了手機(jī)外,3D玻璃還有諸多其他應(yīng)用領(lǐng)域,其曲面特色也符合其他3C產(chǎn)品設(shè)計(jì)需求。3C產(chǎn)品設(shè)計(jì)如平板計(jì)算機(jī),頭戴式VR設(shè)、智能手表、智能手環(huán)等可穿戴式智能產(chǎn)品、車輛中控及便攜式儀表盤等陸續(xù)出現(xiàn)3D造型產(chǎn)品,已經(jīng)明確引導(dǎo)3D曲面玻璃發(fā)展方向。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
